プリムスまで来たので、すぐ隣のコーンウォール州まで足を延ばすことにした。2003年から、この地のヒーリーズ・りんご園(Healey’s Cyder Farm)で300年ぶりにウイスキーが蒸溜されるようになったと聞いたので見分したかったからである。因みに、コーニッシュ(Cornish)は“コーンウォール(Cornwall)の”の意味である。
コーンウォールは英国本土の最南端にあり、中央部やや西にある行政都市のトゥルーロ(Truro)はロンドンから約370㎞の所にある。気候はイングランドで最も日照時間が長く温暖、面積3,563㎢と人口536,000人は、日本の鳥取県のそれに近い。今でもケルト語が残っている6つのケルト地域‐スコットランド、アイルランド、マン島、ウェールズ、コーンウォールにフランスのブルターニュ地方‐の一つで、独自の文化を持つ。
2011年9月に発売されたコーニッシュ・シングル・モルト、ヒックス・アンド・ヒーリー(Hicks & Healey)の作り方であるが、仕込みと発酵はセイント・オーステルの町にあるビール醸造所(St Austell Brewery)で行い、出来上がった発酵醪をポット・スティルのある約30㎞西方にあるヒーリーズ・サイダー農園(Healey’s Cyder Farm)に運んで蒸溜する、という方法を採っている。スコッチ・ウイスキーの製法には、“仕込みから蒸溜までを同一の蒸溜所で行う事”という法律上の規定があるが、イングランドではこのような規制がないので仕込み・発酵と蒸溜を別々のところで行うことが可能なのである。仕込み・発酵はビール工場で、蒸溜は別の蒸溜所で行うという方式は、「第37章」でご紹介したペンデリン・ウェルシュ・ウイスキーが始めた。
ブランド名のヒックス・アンド・ヒーリーは、このウイスキーが仕込み・発酵を担当しているセイント・オーステル・ビール醸造所のオーナーのHicks ファミリーと、ポット・スティルのあるヒーリーズ・サイダー農園のオーナーであるHealeyファミリーの共業によることによる。

写真1.ヒーリーズ・サイダー農園入口:カーナビで無事目的地に着いたが、田舎では一つの郵便番号がカバーしている面積が広大で、この入口を探すのに一苦労した
コーンウォール州は広大な田舎である。その田舎のさらに奥まったところにあるのがこのヒーリーズ・サイダー農園で、プリムスから西へ約80km、車で1.5時間のところにある。
ここで言うサイダーは日本の清涼飲料のサイダーではなくてりんご酒を指す。このりんご農園では栽培したりんごからサイダーを作っているのでサイダー・ファーム(農園)なのである。
りんご栽培に適したコーンウォールでは古くからサイダー作りが行われていたがいずれも小規模で、品質的にもそれほど評価されていなかった。英南西地方特産の濁りサイダー、スクランピー(Scrumpy)はアルコール度数が高く、タンニンを多く含んで渋味が強く、ちょっと度を越すとハング・オーバー(二日酔い)に見まわれることで知られるが、コーンウォールのスクランピーのハング・オーバーは一番強烈と言われる。
ヒーリーズがりんご栽培とサイダーつくりを始めたのはそんなに古い時代ではない。現社長のデーヴィッド・ヒーリー氏が、このりんご栽培に適したコーンウォールで良質のサイダーを作りたいと思い、150年を経ている古い農園を買い取ったのは1980年のことである。
以後30年、りんごを植え、農作業小屋を改修し、積極的に見学客を受け入れて今ではコーンウォールでは一番大きなサイダーメーカーに成長した。製品のレンジも、各種のサイダー、サイダーを蒸溜したりんごブランデー、ジュース、ジャムなどに拡大、都会から田舎にあこがれる年間50万人もの観光客を引き付けている。
見学コースは、サイダー工場→サイダー博物館→ジャム工房→蒸溜所→貯蔵庫→貯蔵庫の中での試飲→りんご園の周遊という順序。見学客にレストランや売店でお金を使ってもらう事にも抜かりはない。いうなれば、りんごをベースに、それを加工した製品、観光を一体化したビジネスを展開しているのである。
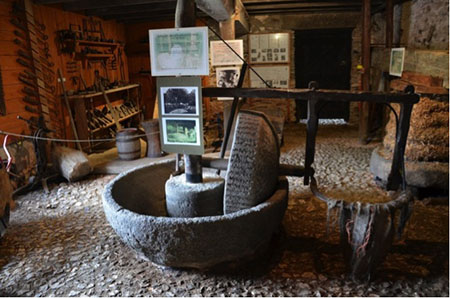
写真2.りんごを破砕した臼:この石臼は、かって驢馬に引かせてりんごを破砕した。その他、破砕したりんごからジュースを絞る旧式のプレスなど多くの展示がありサイダーつくりの歴史を知ることができる
博物館を見ていて思うのは、古い時代のサイダー作りは古へのノスタルジアはあっても現在から見ると不潔で大変だったろうという事である。原料のりんごや、ミル、プレスは洗浄されず雑菌だらけ、おまけに時間がかかったのでこの間に雑菌はさらに増えた。発酵もりんごに付着している天然の酵母まかせだったので健全な発酵はまれで、出来たサイダーは非常に酸っぱかったし、メチルアルコールが高い危険もあった。
現在のサイダーつくりは、りんごの品種改良、栽培技術の進歩、りんごの破砕から搾汁、サイダーに適した酵母の添加と近代技術が応用されて安全で高品質なサイダーが安定的に製造されるようになっている。

写真3.ヒーリーズのりんご園:左側の列は、早熟型の品種のケーティーで、訪問した8月末にすでに多くの果実が紅く熟していた。肉質はやや柔らか目で多汁、甘味と酸味のバランスがよく、フレーバーもマイルドで生食、ジュース、サイダーと用途が広い
りんご園の見学は、20人ほどが乗れるコーチを農業用トラクターで牽引して周遊する。現在、サイダー作りに必要な数種類のりんご約3,000本が栽培され、一年に約1,000トンのりんごを収穫している。大規模サイダーメーカーの工場はこの100倍以上の規模なので、ヒーリーズはまだクラフト・サイダーメーカーに属する。

写真4.ヒーリーズの蒸溜設備:ポット・スティルは非常に小さく背も低い。背が低いのは、この古い農家小屋が保存指定建築物になっている為建物の改装が出来ず、その中に収められる高さにしたという
ヒーリーズ・りんご農園でのウイスキーつくりは2003年に始まった。以前に設置されていたりんご・ブランデー蒸溜用のポット・スティルでモルト・ウイスキー醪を蒸溜した。“まあちょっとやってみるか”という感じで始まったように思える。ヒーリーズではウイスキーの仕込みや発酵の設備は無く、前述したように近くのビール工場から発酵の終わった醪を運んでそれを蒸溜する。非常に小さい1,200リッターのポット・スティルが一基なので、何回か初溜を行って初溜液を溜めてから再溜を行っていると思われる。
蒸溜室の隣に天井の低い貯蔵庫があり、2段の輪木積で樽が置かれていた。小さな貯蔵庫で、現在の生産レベルがごく小規模なことが分かる。樽種はバーボンの古樽で相当使い込んだと思われる樽が多かった。

写真5.セイント・オーステル・ビール醸造所:コーンウォールの町、セイント・オーステルにあるこのビール醸造所は、1851年創立され、現在に至るまで創業家のヒックス・ファミリーが経営している。主力の伝統的なエールを中心に英国南西部の市場に強い基盤をもつ中堅醸造所である
ヒーリーズ・りんご農園で蒸溜されるウイスキーの醪を作っているのは、りんご農園から30㎞ほど東にあるセイント・オーステル・ビール醸造所である。セイント・オーステルの町の人口は周辺部も入れて約3万人、人口の少ないコーンウォールでは大きな町の一つである。主要な産業は近郊のクレー(粘土)鉱山で、クレーは窯業、製紙や歯磨きに広く用いられる。セイント・オーステルのビール醸造所も、ビール醸造に加えて、パブ・チェーン、ホテル、酒類の卸等を展開していて地域経済にとって重要な企業である。
この醸造所の主力製品は上面発酵で作られるエール(Ale)で、原料麦芽から仕込み、使うホップ、発酵まで非常に伝統的な製法を守っている。
エールとコーニッシュ・ウイスキー、ヒックス・アンド・ヒーリーの原料は、コーンウォール産の冬撒きの二条大麦、マリス・オッタ―(Maris Otter)である。麦類は、気象条件への適応性から10月に撒いて翌年7月に収穫する冬蒔きと、早春の2月に撒いて8月に収穫する春蒔きに大別されるのだが、醸造用の二条大麦は温暖なイングランドでは冬撒きが、寒冷なスコットランドでは春撒きが栽培される。
1965年に導入されたマリス・オッタ―は、今では古典的な品種である。導入直後からイングランドでペール・エール用の大麦としてその優れた醸造特性と、この大麦から出来るビールに固有の焼きたてのパン、トーストやビスケット様のフレーバーが付くのでエール用の大麦として人気を博し1970年代には代表的品種であった。
大麦は長年使用していると、病害菌への耐性の劣化や、他の品種との交雑で品種の均一性が失われる。マリス・オッターも1989年には公式の推薦種のリストから外れたが、今なおエール用の大麦としての人気は高く、再度品種を浄化して栽培されている。近代種と比べて反収は低いが、その補償として農家にプレミアムを払ってもマリス・オッターを使っているのである。言わば、エールにおけるスコッチ・ウイスキーの伝説的大麦品種、ゴールデン・プロミスに当たる。

写真6.セイント・オーステル・ビール醸造所の仕込み設備:設備は非常に近代的である。手前が仕込槽、その向こうの横長の太いパイプ状のものは粉砕麦芽と温水を混合するマッシング・マシーン、奥に麦汁を煮沸した後にホップ粕や麦汁の熱凝固物を除くワール・プールが配置されている
セイント・オーステルでは一般見学を受け付けているので製造工程を見学した。入場料は大人一人£10である。古いビール醸造所なので見学用の通路があるわけではなく、狭隘な作業スペースや階段を通り、麦芽の粉砕、仕込み、発酵、麦汁の煮沸、発酵、酵母の回収の順に見学する。醸造所のレイアウトは、最上階の5階で麦芽の粉砕を行い、以降工程の順に階を下がってくるタワー方式である。設備は古い設備と最近導入された近代的な設備が入り混じっている。
仕込みには新しいステンレス製のマッシュタンが使われていた。一回の仕込みは4.3トン。麦芽の配合は、エールの場合ペール・エール・モルト約80%にトーステッド・モルト約20%で、伝統的なエールの仕込み方法のインフージョン法で行う。粉砕麦芽に65度の温水を加えて90分間静置して糖化を行ってから底の濾板を通して麦汁を濾過する。得られた麦汁は煮沸釜でホップを2回に分けて加えて煮沸してからホップ粕と澱を分離し、清澄な麦汁を発酵槽に送って酵母を加えて発酵させる。

写真7.セイント・オーステル・ビール醸造所の発酵槽:この古い木製の発酵槽の内部は、現在はプラスティックで内張りされているが以前はスレート張りだったそうである
発酵タンクは、古い木製の発酵槽と新しいステンレス製のタンクの両方が使われていた。エールの発酵には上面発酵酵母を用いる。この酵母は名の通り発酵中に液面に浮上してくる性格があり、そのまま放置すると発酵がうまく進まないので時々発酵中のビールをポンプで循環して浮いている酵母層の上にスプレーしてやる。発酵で酵母は約3倍に増えるので上に浮き上がった酵母をスキミングして酵母タンクに回収する。発酵は約7日で完了する。
ウイスキー用の醪つくりの条件を案内のガイドさんに聞いてみたが、エールと同じ原料、同じ仕込み方法、同じ酵母を使っているとの答えだった。現在のごく少量の生産では良いが、もう少し本格的にやるならウイスキー用の麦芽や仕込み方法、発酵力の高いウイスキー酵母を使う事をしないと効率の悪さは相当なものになる。
2003年に蒸溜されたコーニッシュ・ウイスキーは、2011年に瓶詰・販売された。限られた数量と高価格のためごく一部のコレクターの手に渡っただけなのは残念である。今後、本格的なビジネスとして発展が期待されている。


